Meilleur poste pour débuter en 2026 ? Prenez un multiprocédé MIG/MMA avec mode synergique. Point. GYS ou ESAB, certifié EN 60974-1, et vous êtes tranquille pour 10 ans. Ces machines évoluent du fil fourré vers le gaz sans changer d’appareil.
Trois heures sur des sites de comparatifs pourris. 15 postes listés, zéro explication. Moi aussi j’y suis passé, au début. Avant de comprendre que ces gens n’ont jamais allumé un poste de leur vie.
Le vrai problème de ces guides ? Ils oublient systématiquement le prix du gaz. Environ 350 € pour une bouteille de 2,3 m³ d’Argon/CO2 à l’achat, puis 70 € par recharge. Ce truc peut vous coûter le double au final. Pourtant, la gueule du cordon et le plaisir de bosser n’ont rien à voir. Ici je vous donne les vrais critères de sélection que j’utilise depuis 20 ans en chaudronnerie industrielle et en formation technique.


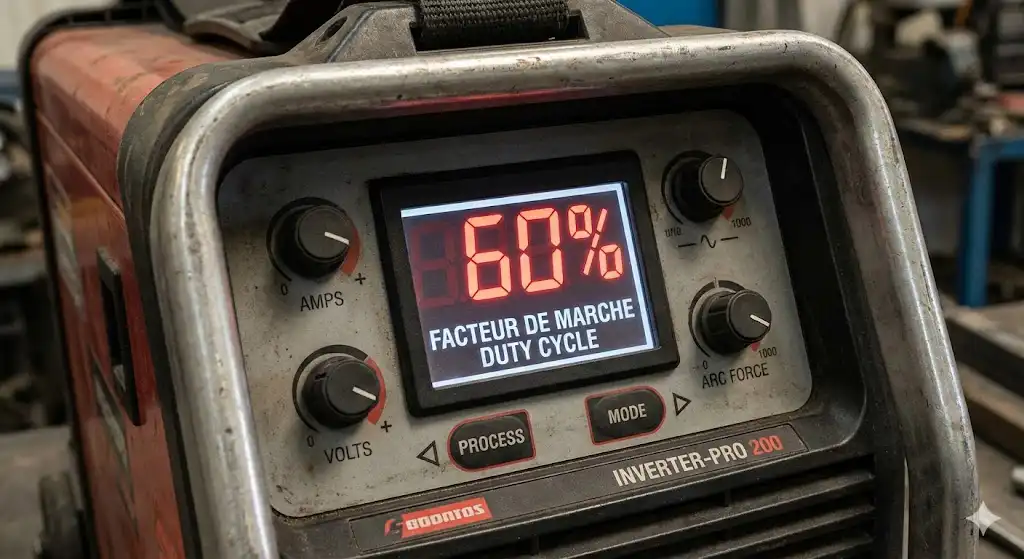
L’indice de performance qui dicte votre achat : le facteur de marche
Le facteur de marche, le fameux « duty cycle » qu’on voit mal traduit partout, ça répond à une question simple : combien de temps tu peux souder avant que ton poste te dise stop. Et là, croyez-moi, les chiffres de l’entrée de gamme font mal.
Un poste à 90 A avec 20 % de facteur de marche ? Ça veut dire 2 minutes de soudure pour 8 minutes de refroidissement sur un cycle de 10 minutes. Pour des bricoles sur tôle fine, ça passe. Mais dès qu’on attaque du tube acier de 3 mm ou qu’on enchaîne les cordons, la machine s’arrête en pleine passe…
Le GYS Easymig 160 monte à 160 A à 20 %. Suffisant pour souder jusqu’à 4-5 mm d’épaisseur en une seule passe. Pour un usage intensif ou professionnel, l’ESAB Rogue EMP 210 propose 210 A à 30 % et descend à 120 A en fonctionnement 100 %. Résultat : vous pouvez souder en continu sans interruption thermique.
MIG/MAG, MMA ou No Gas : quel procédé pour quel projet ?
Chaque procédé répond à un contexte précis. L’erreur fréquente ? Choisir le moins cher sans anticiper les limitations qui apparaîtront dès le premier projet sérieux. Voici ce que j’ai constaté après des années de formation auprès de soudeurs débutants et confirmés.
La polyvalence du MMA (Arc) pour les travaux de structure et l’extérieur
Le MMA : une électrode qui brûle et qui fait elle-même son gaz. Pas de bouteille, pas de tuyau. Tu soudes direct. L’enrobage de l’électrode génère la protection gazeuse lors de la fusion. Avantage majeur : le vent ne perturbe pas le bain de fusion. Sur un chantier extérieur ou une réparation de portail en plein courant d’air, le MMA écrase la concurrence.
Quand choisir le MMA ?
- Portail à ressouder dehors, en plein vent
- Charpente légère, garde-corps, structure acier
- Épaisseurs de 2 à 10 mm sans problème
- Et surtout : zéro budget gaz

- GYS Poste à souder par fusion
- Veuillez choisir votre véhicule dans la liste déroulante pour vérifier sa compatibilité avec le produit.
La contrepartie ? Le procédé demande plus de dextérité. L’électrode raccourcit à mesure qu’elle fond, il faut ajuster constamment la distance d’arc. Les projections sont plus importantes qu’en MIG, et le cordon nécessite un nettoyage au marteau à piquer puis à la brosse métallique. J’ai formé des dizaines de stagiaires qui débarquaient avec leur électrode 6013 premier prix. Ils comprenaient pas pourquoi ça collait. Ben oui, le diamètre était pas adapté au réglage. Classique.
Pour un débutant motivé qui veut apprendre les bases du soudage sans investissement lourd, un poste MMA inverter certifié EN 60974-1 autour de 200 € est un bon point d’entrée. Mais si votre objectif est la carrosserie ou le mobilier d’intérieur, passez ce paragraphe.
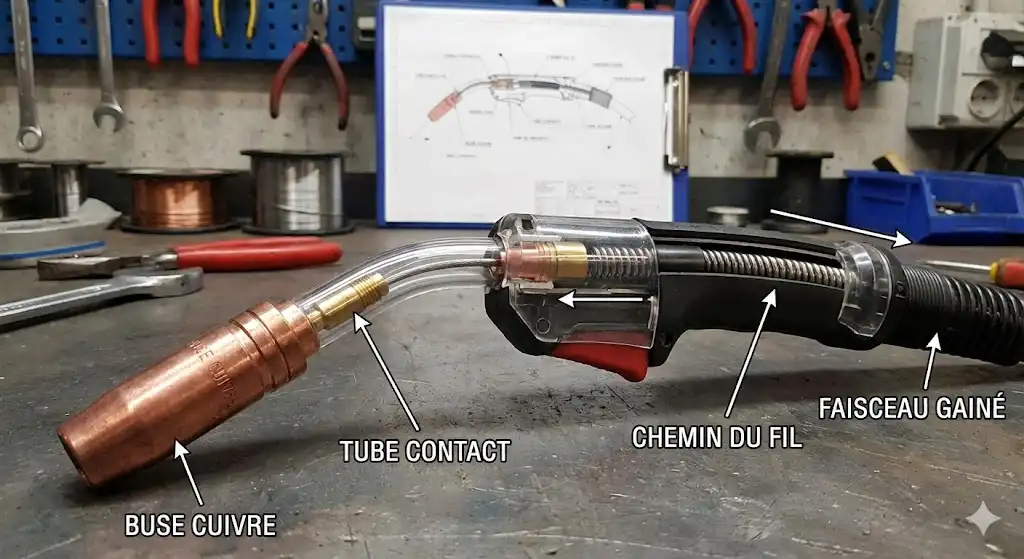
Le semi-automatique MIG/MAG : rapidité et esthétique en atelier
Le procédé MIG/MAG (Metal Inert Gas / Metal Active Gas) utilise un fil-électrode déroulé automatiquement et un gaz de protection externe, généralement un mélange Argon/CO2 pour l’acier. Le gaz protège le bain de fusion de l’oxydation, ce qui produit un cordon propre avec très peu de projections.
En atelier, la productivité n’a rien à voir avec le MMA. Amorçage instantané. Fil qui déroule tout seul. Cordons propres. Vitesse de travail multipliée par trois. Sur de la tôle fine (carrosserie, mobilier métallique), le contrôle de la pénétration évite de percer.
Les diamètres, en deux mots : le 0,6, c’est pour la carrosserie fine, en dessous du millimètre. Le 0,8, c’est le standard. Serrurerie, bricolage sérieux vous ne vous tromperez pas. Le 0,9 existe uniquement pour le fil fourré No Gas (pas le choix). Et au-delà, 1,0 ou 1,2 on passe en industriel tube épais et chaudronnerie.
Le coût d’entrée est plus élevé. Au-delà du poste lui-même comptez environ 350 € pour une bouteille de gaz à l’achat (caution + première charge), puis 70 € par recharge. Ce surcoût la plupart des guides affiliés le passent sous silence. Mais sur le long terme la qualité du travail et le gain de temps compensent largement. À condition de souder régulièrement.
Un poste milieu de gamme comme le GYS Easymig 160 propose un mode synergique qui ajuste automatiquement la vitesse de fil en fonction de l’intensité sélectionnée. Pour un débutant, ce réglage assisté évite les heures de tâtonnement.

Le fil fourré « No Gas » – l’alternative économique pour les débutants
Le fil fourré, souvent vendu sous l’appellation « No Gas » ou « Gasless », contient un flux décapant au cœur du fil qui génère la protection gazeuse lors de la fusion. Pas besoin de bouteille, pas de détendeur, pas de tuyau. L’équipement tient dans un carton.
Théoriquement, l’argument séduit. En pratique ? Le résultat visuel… comment dire. Si vous acceptez un cordon qui ressemble à de la bouse de vache séchée, foncez. Sinon, passez votre chemin. Les projections sont abondantes, le slag (laitier) recouvre le cordon et doit être piqué, et l’aspect final ne correspond jamais aux attentes. En formation, je vois régulièrement des stagiaires frustrés après avoir acheté un poste No Gas premier prix.
Le No Gas ne se justifie que dans un seul cas : le dépannage en extérieur, là où le vent rendrait le MIG/MAG inutilisable et où l’esthétique n’a aucune importance. Réparation agricole, ferraillage provisoire. Bon, après chacun son école. J’ai quand même vu des gars faire du boulot correct en No Gas… sur du fer à béton, hein pas du mobilier.
Pour un premier achat sérieux destiné à la serrurerie, au mobilier ou à la carrosserie ? Oubliez le No Gas. Investir 150 € de plus dans un poste multiprocédés MIG/MMA avec mode synergique, puis prévoir le budget gaz, vous évitera de racheter un second appareil dans six mois. GYS et ESAB proposent des modèles évolutifs dans cette gamme, certifiés EN 60974-1. Le surcoût initial se rentabilise dès le premier meuble ou la première réparation de carrosserie propre.

- smart MIG – Réglage intuitif des paramètres de soudage.✔️
- Soudage de l’acier noir, fortement allié et de l’aluminium✔️
- Soudage des matériaux galvanisés✔️
- Dimensions et poids réduits✔️
- PFC (correction du facteur de puissance) et harmoniques✔️
Critères techniques et budget : éviter les pièges du premier prix
Le prix affiché ne représente qu’une fraction du coût réel. Avant de valider votre panier, prenez le temps d’évaluer l’investissement sur deux ans, consommables inclus. Cette projection révèle souvent des surprises désagréables sur les postes entrée de gamme.
Puissance et ampérage, tableau de correspondance épaisseurs/métaux
Le verdict ? Plutôt simple une fois qu’on connaît la règle de base : comptez environ 40 ampères par millimètre d’acier à souder. Pour une tôle de 3 mm, vous aurez besoin d’au moins 120 A. Pour 5 mm en une seule passe, visez 200 A.
| Épaisseur Acier | Ampérage Minimum | Exemple de Poste Adapté |
|---|---|---|
| 1-2 mm | 60-80 A | Entrée de gamme (bricolage léger) |
| 2-3 mm | 80-120 A | GYS Easymig 160 |
| 3-5 mm | 120-200 A | ESAB Rogue EMP 210 |
| 5-8 mm | 200-250 A | Fronius série TransSteel |
Ce qui était vrai il y a quelques années ne l’est plus aujourd’hui : les postes inverter IGBT à 300 € atteignent désormais des performances que seuls les transformateurs industriels à 1 500 € offraient auparavant. La technologie IGBT (transistor bipolaire à grille isolée) permet une régulation ultra-fine de l’arc, un poids divisé par trois et une consommation électrique réduite. Sur le long terme, l’économie d’énergie compense une partie du surcoût initial.
Ce tableau, je l’ai affiché dans mon atelier depuis… 2008 je crois. Jamais eu à le changer. La physique se moque des modes.
Un point que j’ai mis du temps à admettre : la marque de la bobine de fil compte autant que celle du poste. Un fil bas de gamme génère des projections et encrasse la torche, même sur un appareil haut de gamme. Privilégiez les consommables des fabricants reconnus (GYS, ESAB, Lincoln) plutôt que les bobines en promo.
Le coût caché des consommables ; gaz, buses et bobines
Le mois dernier, un stagiaire m’a montré son « bonne affaire » : un poste MIG/MAG à 180 € livré avec une bobine de 0,5 kg et sans bouteille. Après avoir ajouté le détendeur (60 €), la bouteille Argon/CO2 (350 € avec caution), et une bobine de fil décente (25 € le kg), son budget total dépassait 600 €. La « bonne affaire » n’en était plus une.
La vraie note sur deux ans :
- La bouteille : 350 € à l’achat (caution incluse), puis 70 € la recharge. Ça pique.
- Le fil : comptez 25 à 40 € les 5 kg. Prenez de la marque, pas la merde en promo.
- Les consommables (buses, tubes contact) : 15 à 30 € par an, à changer régulièrement si vous bossez souvent.
- L’électricité ? Négligeable avec un inverter IGBT.
Au final ? Un poste multiprocédés à 450 € avec mode synergique revient peut-être moins cher sur deux ans qu’un premier prix à 150 € qu’on devra compléter ou remplacer. Les marques comme GYS ou Telwin proposent des kits complets où le rapport équipement/prix évite les mauvaises surprises.
Ce calcul exclut volontairement le fil fourré No Gas. Oui, il supprime le coût de la bouteille. Mais le prix au kilogramme du fil fourré dépasse celui du fil plein, les projections imposent davantage de nettoyage, et le rendu esthétique… on en a parlé. Pour un usage sérieux le MIG sous gaz écrase tout et y’a pas photo.
Questions Fréquentes
Peut-on souder de l’aluminium avec un poste semi-automatique standard ? Non. L’alu, c’est une autre histoire. Il vous faut un dévidoir 4 galets (au lieu de 2), une torche Push-Pull ou un faisceau téflon, et du gaz Argon pur, pas le mélange pour acier. Certains modèles haut de gamme comme l’ESAB Rogue EMP 210 proposent un mode aluminium. Comptez 150 à 300 € de plus en accessoires spécifiques. L’alu, ça se mérite.
Quelle est la différence réelle entre un poste Inverter IGBT et un poste traditionnel à transformateur ? Le poids et la précision. Un transformateur classique pèse 15-25 kg contre 5-8 kg pour un inverter IGBT. La technologie IGBT offre une régulation d’arc plus fine (idéal pour tôles fines < 2 mm) et consomme moins d’électricité. Seul avantage du transformateur : une robustesse supérieure en environnement industriel poussiéreux. Plutôt rare pour un usage particulier.


